-
微信二维码

-
在线客服
×客服
首席客服

- 返回顶部
首席客服
| 武汉易成三维科技有限公司 |
 |
18162518575 |
| 提供3D打印机、三维扫描仪、3D打印服务、三维扫描仪服务 |


18162518575
武汉易成三维科技有限公司
湖北武汉经开万达广场二期6栋4层A31
2014334994@qq.com
自2009年至今,中国已连续13年雄踞全球汽车产销量榜首。随着生活水平的不断提高,我国开始经历消费升级,汽车种类以及技术将持续推陈出新,汽车市场也将迎来更大的发展。
发动机作为汽车的“心脏”,由很多铸件构成,以缸体为代表,其结构复杂,尺寸精度要求高,尤其水套位置壁厚仅在4-5mm左右,铸造难度颇高。因此,在汽车更新迭代的过程中,发动机缸体铸件的铸造技术往往是制约其发展的重要因素。

目前汽车发动机缸体主要是采用传统工艺铸造,铸型由前后端盖砂芯、曲轴箱砂芯、盖芯、水套芯、油道芯等十几块砂芯组合形成,组芯方式复杂,过程操作繁琐,对操作工人的技能要求高,并且由于定位过多导致累计误差超过铸件的公差要求,难以保障壁厚均匀,铸件废品率较高。
而3DP打印技术具有绝对优势。采用砂型3D打印技术,可将发动机缸体铸件的砂芯整体打印成型,减少部分组芯工序,缩短工序节点,减小产品尺寸误差,提升铸件生产效率。对于新品研发来说,采用3D打印技术可以大幅缩短研发周期,加速推进产品更新换代。
下面以一实物缸体产品为例,具体介绍一下3DP打印技术在缸体铸件中的应用。
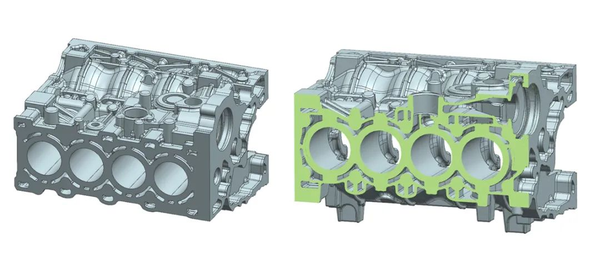
某缸体为直列四缸缸体,其材质为HT250,轮廓尺寸:470*280*370mm,零件重量72kg,铸件重量80kg,主体壁厚4mm。铸件三维如图1所示。铸件整体尺寸要求达到GB 6414 1999 CT8级。气缸体水套须经350kPa气密性试验,保持时间15s,不允许有压力下降。
综合考虑各方面因素,选择将缸体立起来进行浇注,缸筒朝下,工艺采用底注、开放式浇注系统,浇注系统截面比例为∑F直:∑F横:∑F内=1:1.8:2.0,浇注铁液重量约110kg,浇注时间控制在15S左右,铸造工艺如图2所示。
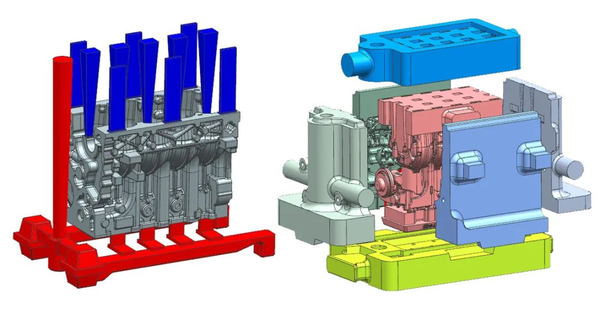
此缸体砂型工艺设计包括七块芯:上盖板芯,左、右边芯,前、后端芯,水套和气道芯,下底板芯等,如图2所示。采用共享KOCEL AJS 2500型号砂型3D印机进行打印,原砂采用100/140目硅砂和陶粒砂,打印室温度23±5℃,相对湿度30%-80%,打印用时15H。打印完毕后,将砂型用0.5MPa风压压缩空气风洗彻底。之后,利用现有浸涂涂料系统对风洗完的砂型进行表面浸涂,送入微波烘干炉进行烘干。烘干后检测,砂型含水量小于0.3%,满足生产要求。随后采用手工方式进行组芯工序,并用螺杆连接紧固。
浇注温度控制在1430±10℃浇注(浇口杯中测温),浇注时间15s,充型过程平稳。铸件抛丸后,去除浇注系统、冒口,随后简单打磨浇注系统、冒口根部残留。至此便完成了铸件的清理。经检测,该缸体铸件成形外观良好,整体尺寸精度达到CT8级标准,铸件外观见图3。


图3 合格铸件及铸件解剖
缸体铸件的生产铸造采用3D打印技术,降低了铸件造型的复杂程度,提升了生产效率和产品质量,可有效支持产品先期研发工作,也能满足批量生产的需求。铸造3D打印技术及其产业化应用对于产品创新及铸造行业转型升级都有着重大的现实意义。